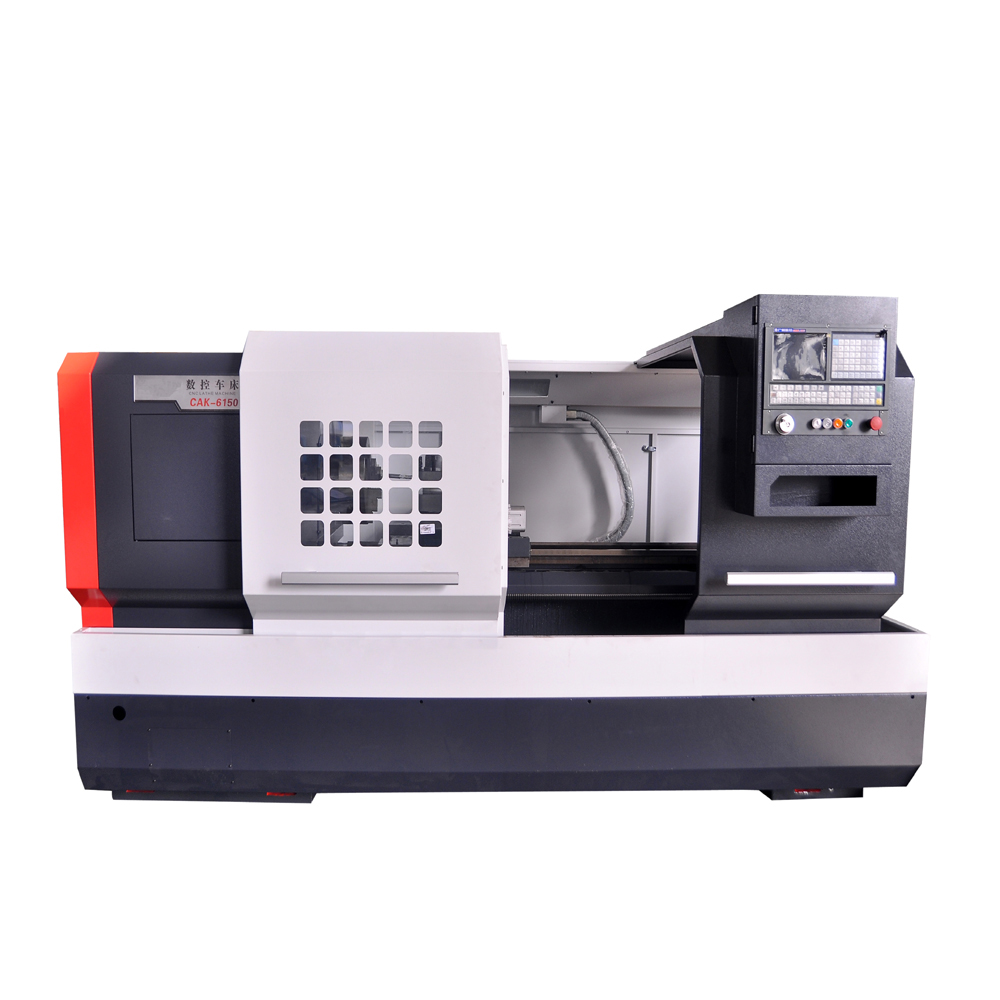
QK1319 CNC tokarka do gwintowania rur

Cechy
1. Możliwość obróbki wewnętrznych i zewnętrznych gwintów rurowych prostych oraz gwintów rurowych stożkowych o średnicy 190 milimetrów.
2. Tokarka jest wyposażona w urządzenie stożkowe, które może obrabiać stożki o wielkości 1:5.
3. Aby toczyć gwinty metryczne i calowe, nie jest konieczna wymiana koła zębatego.
4. Skrzynka przesuwna jest wyposażona w oddzielny ślimak, który może automatycznie chronić integralność mechanizmu tokarki.
5. Szyna prowadząca została poddana hartowaniu, obróbce zapobiegającej zużyciu i precyzyjnej obróbce mechanicznej.
6. Posiada dużą moc i może wytrzymać duże obciążenia, umożliwiając mocne cięcie.
7. Centralną ramę lądowania można swobodnie przesuwać w zależności od potrzeb użytkownika. Wyposażono ją w długi mechanizm regulacji zacisku rury, co znacznie zmniejsza intensywność pracy.
8. Z przodu i z tyłu przedniego bagażnika znajdują się cztery uchwyty szczękowe, które umożliwiają odpowiednie zaciskanie długich i krótkich rur.
Specyfikacje
| RZECZY | JEDNOSTKA | Tokarka do rur CNC QK1319 | |||
| Podstawowy | Maksymalna średnica wysięgu nad łóżkiem | mm | Φ630 | ||
| Maksymalna średnica wychylenia nad suwakiem poprzecznym | mm | Φ340 | |||
| Odległość między środkami | mm | 1500 / 3000 | |||
| Zakres gwintu obróbczego | mm | Φ50-193 | |||
| Szerokość drogi do łóżka | mm | 550 | |||
| Silnik główny | kw | 11 (napęd bezpośredni) | |||
| Silnik pompy płynu chłodzącego | kw | 0,125 | |||
| Wrzeciono | Otwór wrzeciona | mm | Φ200 | ||
| Prędkość wrzeciona (konwersja częstotliwości) | obr./min | 2 kroki: 30-80 / 80-300 | |||
| Stanowisko narzędziowe | Liczba stanowisk narzędziowych | -- | 4 | ||
| Rozmiar sekcji narzędzia | mm | 32×32 | |||
| Karmić | Silnik serwo osi Z | kW/Nm | GSK: 2.3/15 | Fanuc: 2.5/20 | Siemens:2.3/15 |
| Silnik serwo osi X | kW/Nm | GSK: 1,5/10 | Fanuc: 1.4/10.5 | Siemens: 1.5/10 | |
| Przesuw osi Z | mm | 1250 / 2750 | |||
| Przesuw osi X | mm | 520 | |||
| Prędkość szybkiego przesuwu osi X/Z | mm/min | 4000 | |||
| Liczba podajników i skok ślimaka | mm | 0,001-40 | |||
| Dokładność | Dokładność pozycjonowania | mm | 0,020 | ||
| Dokładność ponownego pozycjonowania | mm | 0,010 | |||
| System CNC | GSK | -- | GSK980TC3/GSK980TDC | ||
| Fanuc | -- | Fanuc Oi Mate TD | |||
| Siemens | -- | Siemens 808D | |||
| Konik | Średnica pinoli konika | mm | Φ100 | ||
| Stożek tulei konika | obyczaje | m5# | |||
| Przesuw tulei konika | mm | 205 | |||
| Przesuw poprzeczny konika | mm | ±15 | |||
| Inni | Wymiary (dł./szer./wys.) | mm | 3660/5160×1360×1555 | ||
| Masa netto (kg) | kg | 4200/5050 | |||
| Masa brutto | kg | 5200/6050 | |||
| Akcesorium | Stanowisko narzędziowe | 1 zestaw | 4-pozycyjna wieżyczka NC | ||
| Cmokanie | 2 zestawy | Uchwyt ręczny trójszczękowy Φ500 | |||
| Podpórka środkowa | 1 zestaw | Φ150 | |||
| Tylny wspornik | 1 zestaw | Φ150 | |||
| Pakiet | Standardowy pakiet eksportowy | 1 zestaw | Stalowa paleta, rama z żelaza i skrzynia ze sklejki | ||